Welcome to the West Monroe Mill!
Plymouth Tube’s facility in West Monroe, Louisiana, is committed to providing products and services that meet or exceed customers’ expectations.
The Key to High Quality Tubing
As the technology leader, Plymouth is able to provide superior quality products through state-of-the-art manufacturing processes and testing capabilities. Our skilled technicians and engineers have the technical knowledge to help customers analyze their tubing requirements and find cost-effective solutions.ALLOYS – HIGH PERFORMANCE TUBING TO MEET YOUR DEMANDING REQUIREMENTS
Plymouth Tube manufactures high precision pressure, mechanical and general-purpose tubing – seamless, welded, cold drawn or bead conditioned. The tubing is well suited to a wide range of industrial applications.
| AUSTENITIC STAINLESS | NICKEL ALLOYS |
|---|---|
|
|
| DUPLEX STAINLESS | FERRITIC/SUPER-FERRITIC STAINLESS |
|---|---|
|
|
WMO Size Capabilities
- Straight length tubing to 130’
- Custom U-Bend capability; logn leg lengths; U-bend annealing, specialty boxing
- XLS – Extra Low Residual Stress tubing
- Tubing is 100% Eddy-Current tested, additional testing available in house includes Ultrasonic, air-underwater leak testing and hyrostatic testings
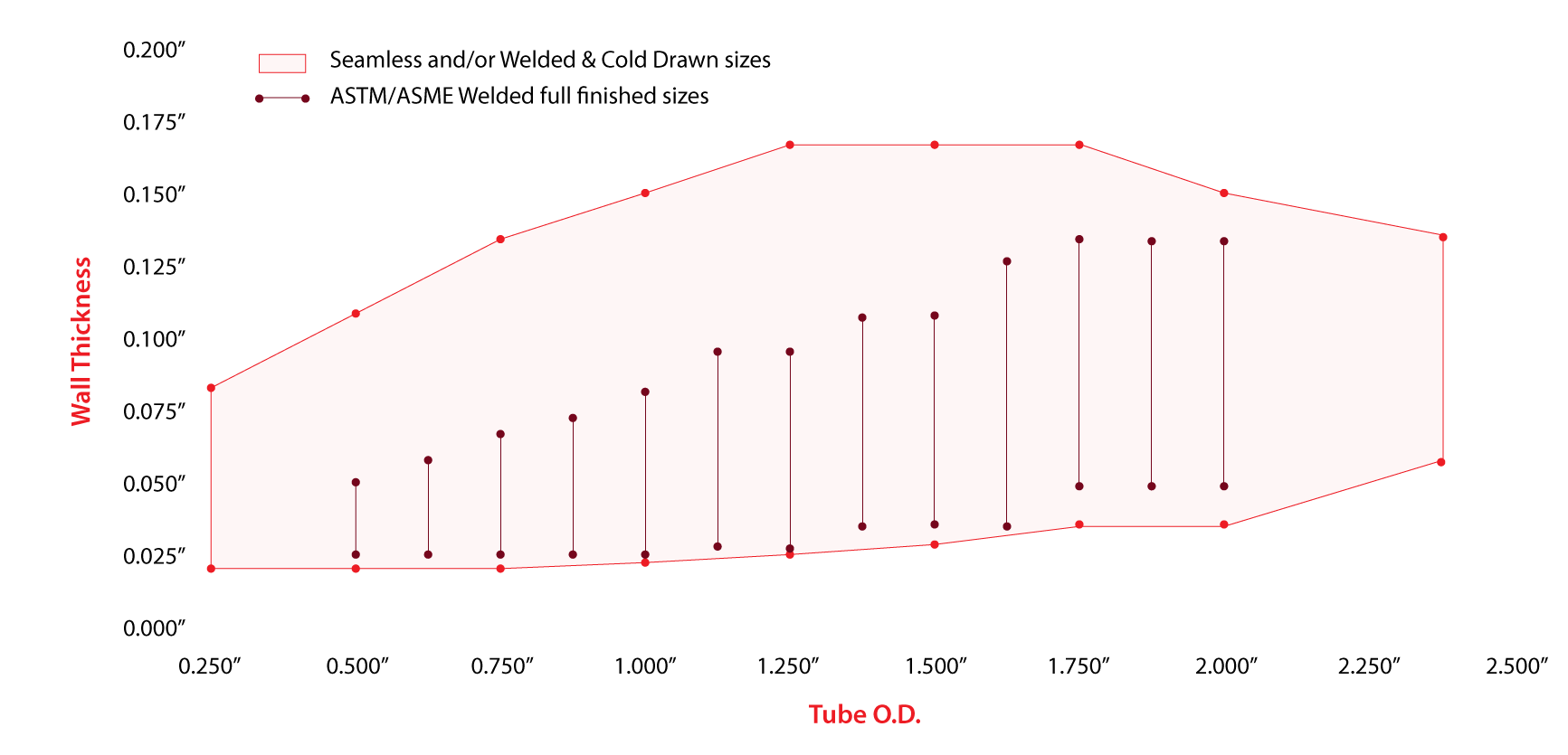
- Tube diameters for ¼” through 2.375” and wall thickness from 0.018” up to 0.166”
Annealing
Annealing; In the Plymouth Tube process this refers to bright annealing. In order to meet the technical requirements this process requires two criteria be met.
First the atmosphere must be chemically reducing which is accomplished by using an atmosphere that is dominantly dry hydrogen. This assures that there will be no oxides on the surface of the annealed tubing providing a surface with optimal corrosion resistance. The second requirement is that the material must be held at high enough temperature for long enough time in order to dissolve any undesirable secondary phases such as carbides.
Since specifications only stipulate the minimum temperature, the actual temperature and hold times are left up to the producer. Some alloy respond well to very short annealing times (ferritic and duplex alloys) and these can be effectively heat treated in-line on the tube mill while welding. Austenitic stainless steel and Ni alloys require significantly longer soak times and these alloys are heat treated in a continuous furnace .
Austenitic Steel
Austenitic stainless steels are the most common.
The 300 series alloys (304, 316) are in this group along with many variations of higher alloy grades. All of these alloys contain both nickel and chromium. These alloys are very ductile and are easy to form, they are also non-magnetic. You can’t strengthen these alloys by heat treatment. The only way to increase their strength is by cold working them.
These alloys have corrosion resistance that ranges from good to outstanding and they are useful at temperatures from cryogenic to red-hot. In general these alloys have poor heat transfer and high thermal expansion. One weakness of these alloys is that unless the nickel content is over 30% they are very susceptible to chloride stress corrosion cracking.
Duplex Steel
Duplex stainless steels are a relatively new class of alloys (they weren’t around with the dinosaurs). AS the name infers these alloys have a structure that is a microscopic mixture of austenite and ferrite. This dual phase structure give these alloys a mixture of the characteristics of austenitic and ferritic steels. Many properties such as thermal conductivity and thermal expansion are in between the values for the austenitic and ferritic alloys.
Duplex alloys are also magnetic, but not strongly. These alloys are very effective at achieving corrosion resistance will less alloy addition than is required in austenitic alloys. They have good to outstanding corrosion resistance and have useful resistance to chloride stress corrosion cracking. The most dominant feature of duplex alloys is their very high strengths. Even though they can’t be strengthened by heat-treatment they are stronger than many heat treatable alloys and poses much better forming and welding characteristics.
Ferritic Steel
Ferritic stainless steels are similar to the Martensitic in the fact that they are primarily alloyed with chromium and both are magnetic, but the ferritics have very low carbon levels. This reduces their strength and means that they can’t be heat-treated for hardening. But it greatly increases their weldability as well as corrosion resistance and toughness.
Alloys in this group (SEA-CURE® , 439) have corrosion resistance that range from moderate to outstanding. These alloys also have resistance to chloride stress corrosion cracking. There are limitations on both low temperature and high temperature use of these alloys and they can only be manufactured in limited thickness. These alloys have good thermal conductivity and low thermal expansion rates similar to steels.
Martensitic Steel
Martensitic stainless steels are more like plain steels, but with enough chromium in them to give them a moderate amount of general corrosion resistance.
These alloys have enough carbon in them that they will respond to quench and temper hardening heat treatments. These alloys are often used for applications like knife blades (440C, 410) and injection mold dies where hardness is important. They also offer wear resistance and good elevated temperature strength.
These alloys are difficult to form and weld. They don’t have much ductility and are not suitable for cold temperature applications. These are seldom used in tubular form.
Precipitation Hardening (PH)
Precipitation Hardening (PH) alloys are the highest strength stainless steels.
These alloys come in a wide variety of chemistries with moderate corrosion resistance and very high strengths. The advantage of these alloys is that they can be heat-treated into a softer state for manufacturing and then they can be given an aging heat treatment that increases the strength.
These alloys are difficult to weld and are only available in limited product forms. They are commonly used for structural parts and fasteners where high strength to weight ratios are important.
Seamless Tubing
Seamless tubing; Starting with tube hollows produced by extrusion cold reduction is then used to achieve the required final size and finished by bright annealing.
This process is an excellent option for very heavy wall to OD tubing. This tubing will have excellent OD dimensional control but may have more wall thickness variation depending on the size.
Stainless Steel
Stainless Steel; In general an iron-based alloy (more iron than any other element) is considered “stainless” if it contains over 11% chromium. Most stainless steels rely on chromium and nickel as their primary alloying additions.
Over 200 different alloys have been identified and investigated. In practice roughly 50 different stainless steel alloys are in production. These alloys contain a great variety of different alloying elements. The added elements are carefully balanced to obtain the desired impact on the alloy’s structure, mechanical properties and corrosion resistance. A number of the stainless alloys are so highly alloyed that they have only 35% iron.
Stainless steels are useful because they can be formulated to resist corrosion in many different environments. The early applications involved simple exposure to urban and industrial environments, mostly atmospheric pollution.
As time has passed many researchers have investigated the corrosion resistance of stainless steels in many environments. We use stainless steel in our homes (utensils, sinks, cookware, furnaces), cars (exhaust system, trim, pollution control), buildings (handrails, elevators, trim) and recreation equipment (boat hardware, firearms, snow skis).
In a broader sense we all rely on stainless steel since it is used in nearly all production of food, dairy, and pharmaceuticals, in every power plant generating electricity as well as the equipment that manufactures virtually every household, personal care, and industrial chemical.
Welded & Cold Drawn Tubing
Welded and cold drawn tubing; Annealed welded tubing is then cold drawn and bright annealed. The cold drawing process reduces the OD and the wall thickness.
This process is analogous to DOM in carbon steel products and it allows a wider ranges of OD-to-wall (heavier and thinner tubes) than is practical for welding. Often multiple cold draw passes (with anneals in between) are used. Non-standard sizes are also readily producible since the only tooling is a draw die. This tubing has excellent concentricity and tight tolerances are possible.
Welded Tubing
Welded Tubing; Tubular products manufactured from cold rolled sheet which is roll formed and fusion welded with a longitudinal seam.
The welding is autogenous (no filler metal added) and the welds are forged or planished flus using ID and OD tooling. This tubing is then solution bright annealed.













